

FR2000搅拌站控制系统系列您当前的位置: 首页>>FR2000搅拌站控制系统系列>>FR2000-----八表搅拌站控制系统




FR2000-----八表搅拌站控制系统
产品介绍:

.jpg)
.jpg)
.jpg)
概述
FR2000-----八表搅拌站控制系统,是福润科技经过专业从事搅拌站控制系统行业10余年。与国内外200余家搅拌站企业探讨研制而成的一款新型搅拌站控制系统。
FR2000-----八表搅拌站控制系统最大的特点就是:
1.语音管理:每做一步操作,都会像银行柜员机一样有语音提示功能;
2.智能化的实时处理能力高于以往的任何搅拌站电控系统;
3.计量系统零点的自动跟踪;
4.动态误差的综合评定与补偿;
5.配料提前量的自动修正。
FR2000-----八表搅拌站控制系统的组成:
1.结构形式:上位机+PLY1200配料控制器+智能文本显示器
2.工作方式:自动、手动
3.生产数据:实现手动生产数据进数据库
4.落差修正:生产过程中实现自动去皮和自动落差修正
5.生产界面:现场设备工艺流程图画面,实时反应设备工作状况
6.控制软件:生产画面可定制,打印小票可定制,功能可配置,适应范围广
7.砂石含水率可随时调整,同时完成加减砂水功能
8.系统可脱离上位机自动工作
9.XK-1000配料控制器是福润科技新近开发的多秤计量的高精度配料控制器。
FR2000-----八表搅拌站控制系统形式:
1.骨料精计量、计量斗带多卸料门可设置。
2.水计量可设置为水定时或水脉冲。
3.骨料提升方式:斜皮带、提升斗或无提升。
4.单搅拌机方式:3秤、6秤、8秤、9秤、10秤、12秤可选。
FR2000-----八表搅拌站控制系统软件特点
1.生产数据在线调整,在生产过程中修改生产盘数。
2.在线修改水设定值和骨料含水率。
3.自动扣秤和自动补秤。
4.手动生产数据自动记录并保存到数据库。
5.丰富的报表功能,实现各种单据的定制,并可导出到Excel格式文档。
6.快速派车生产功能提高了生产效率。
7.完善的生产日志记录,记录生产过程中的异常情况,确保生产安全。
功能介绍:
本系统主要包括以下功能模块:
1. 系统管理
2. 配方管理
3. 生产参数
4. 生产
5. 设备管理
6. 数据管理
7. 物料管理
8. 送货单
9. 交接班
10. 注册
11. 帮助
12. 退出
界面如下:
登录
登录界面如下:
(1)点击  选择用户名,在
选择用户名,在  处输入密码,点击“确定”按钮,如果用户名和密码出错提示相关错误,如果密码正确即可进入系统。
处输入密码,点击“确定”按钮,如果用户名和密码出错提示相关错误,如果密码正确即可进入系统。
选择用户名,在 (2)点击“取消”按钮,用户名框和密码框清空。
(3)点击“退出”按钮退出系统
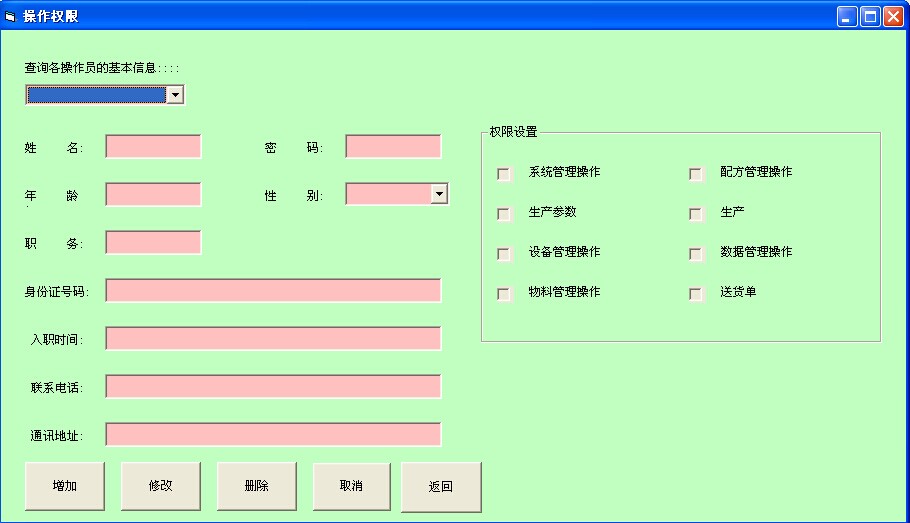
系统管理
系统管理界面如下:
在左上角的选择框中选择操作员可以看到操作员的所有信息,包括权限。
如下面: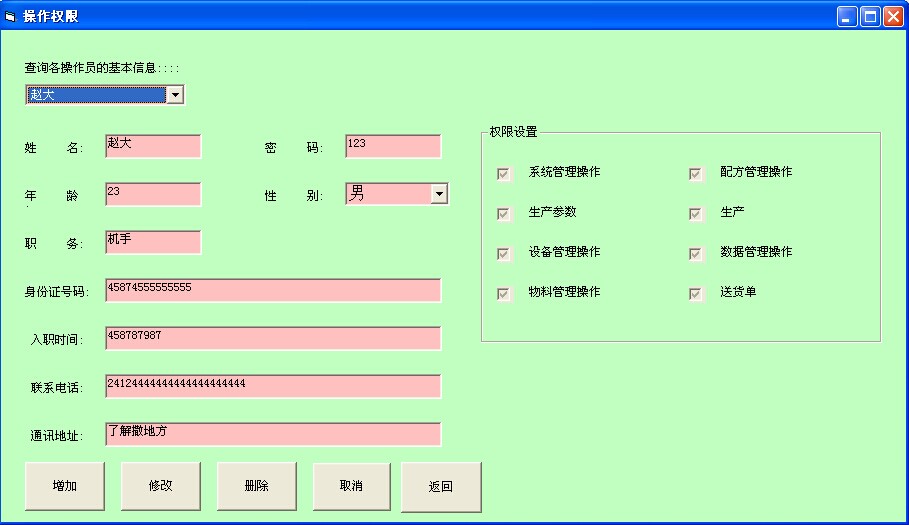
(1)增加:点击“增加”按钮,“增加”按钮变为“保存”按钮,填上相关的信息点击“保存”按钮后可以保存操作员的信息。需要注意的是右边的权限设置。用来设置操作员的使用权限,模块前没有打上勾,该操作员就无法进入相关的模块
(2)修改:选择需要修改信息的操作员,点击“修改”按钮,“修改”按钮变为“保存”按钮,修改相关信息,点击“保存”后保存修改后的操作员信息。
(3)删除:选择需要删除的操作员,点击“删除”按钮,删除该操作员
(4)取消:点击“取消”按钮,取消操作
(5)返回:点击“返回”按钮,返回主界面
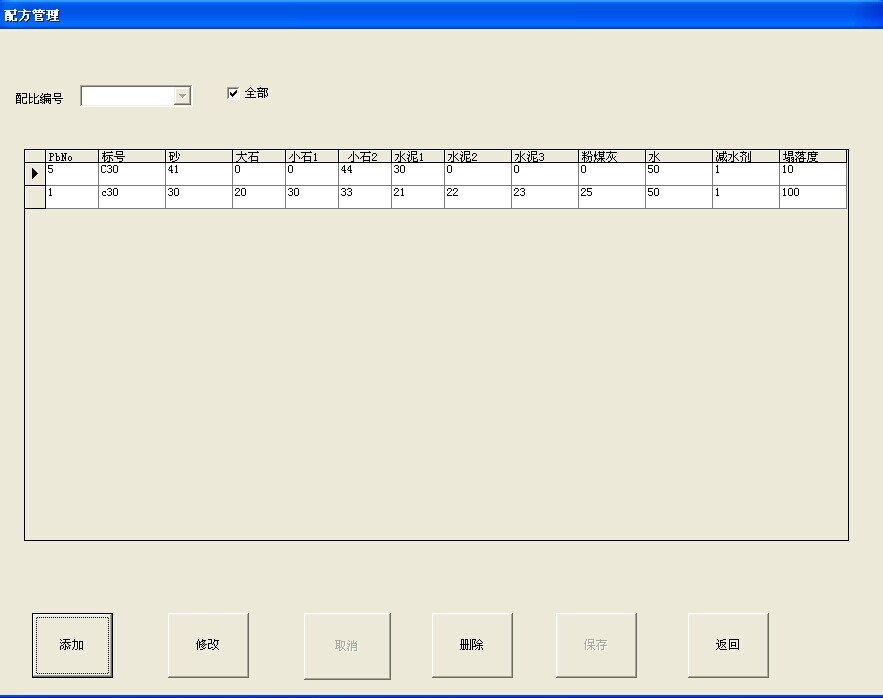
配方管理
配方管理界面如下:
(1)添加:点击“添加”按钮,出现一个新行:
在空白处填入对应的信息,必须填完整,然后点击“保存”按钮,如果没有填完整保存时会提示“请输入完整信息”
(2)修改:选择需要修改的配方号,点击“修改”按钮,出现以下界面:
鼠标点击所要修改的框,直接输入数据覆盖原来的数据,然后点击“保存”按钮。
(3)删除:选择要删除的配方号,点击“删除”按钮
(4)点“取消”什么都不做,点“返回”本窗体消失,返回到主界面。
(5).jpg) 该出如果在“全部”前面打勾则系统将显示全部操作员的信息,如果只查询一个人的信息需将“全部”前面的勾去掉,然后点击
该出如果在“全部”前面打勾则系统将显示全部操作员的信息,如果只查询一个人的信息需将“全部”前面的勾去掉,然后点击 选择。
选择。
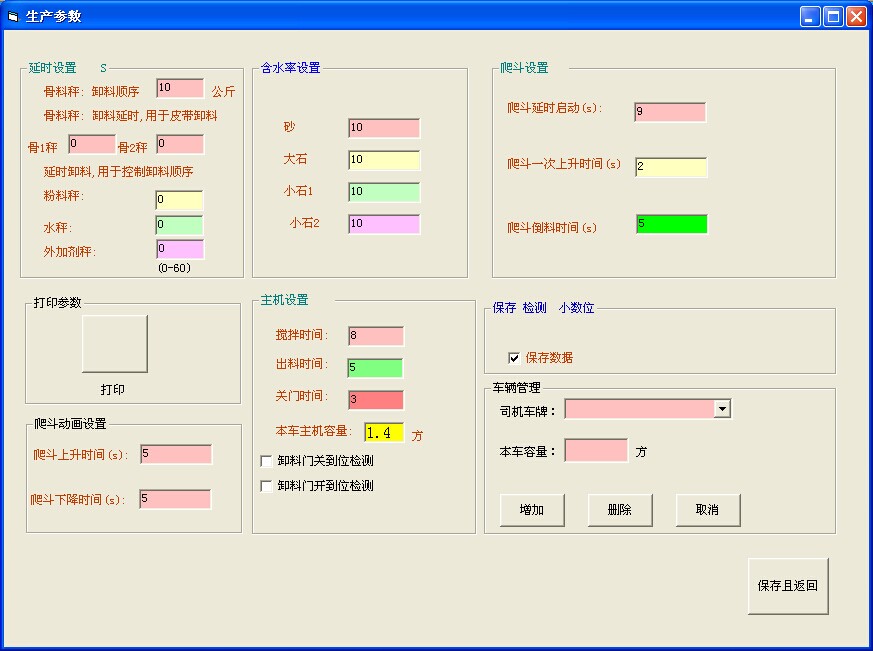
生产参数
生产参数的界面如下:
(1)延时设置:单位为秒,此设置对骨料秤来说设置卸料延时,即骨料在卸完料后等待所设的秒数后才进行下一次配料;对于粉料秤,粉煤灰秤,水秤,外加剂秤,这个设置为各个秤都满足卸料条件,等待所设定的秒数后才开始卸料
(2)含水率设置:该设置项主要是针对骨料含水时调节避免加水过多而设置的选项,设置范围为1~100,单位为%,当设置某中料的含水率时,配方会根据所设置的数据而调整骨料和水的目标值。例如:骨料1配合比为100,水的配合比为30,设置骨料1的含水率为20的时候,计算骨料1的目标值为100/(1-20%)=125,水的目标值为30+125*20%=55。
(2)含水率设置:该设置项主要是针对骨料含水时调节避免加水过多而设置的选项,设置范围为1~100,单位为%,当设置某中料的含水率时,配方会根据所设置的数据而调整骨料和水的目标值。例如:骨料1配合比为100,水的配合比为30,设置骨料1的含水率为20的时候,计算骨料1的目标值为100/(1-20%)=125,水的目标值为30+125*20%=55。
(3)爬斗设置:单位为秒。
爬斗启动延时:在这个选项里设了多少秒,则骨料泻完料后不会马上提升,等待设置的秒数后才上升,如在爬斗延时处设置5,骨料泻完料后爬斗等待5秒后才上升。这个设置是为了尽量避免出现爬斗一次提升停止的情况。例如每一盘爬斗一次上升时都停止3秒,就把爬斗延时设为4或者5。那样爬斗在底部等待4,5秒后再上升已经满足二次上升条件,爬斗就不会一次上升停止而停在半空,减少电机损耗;
爬斗一次上升时间:爬斗一次上升的条件为骨料卸料完成,卸料完成后无条件提升,然后设定的一次上升时间里判断是否满足二次上升条件,不满足则执行上升停止动作,满足则爬斗执行二次上升到高位。
爬斗倒料:为爬斗在高位停留时间。
爬斗下降全过程时间:爬斗从高位下来计时,在这个设定时间内没到达低位则自动执行下降停止动作,这个时间设置主要是用来防止低位行程开关失灵保护爬斗所设,所以此时间要比爬斗实际下降全过程时间长一点。
爬斗上升全过程时间:爬斗从低位上去计时,在这个设定时间内没到达高位则自动执行上升停止动作,这个时间设置主要是用来防止高位行程开关失灵保护爬斗所设,所以此时间要比爬斗实际上升全过程时间长一点。
(4)打印参数:点击“打印”按钮,打印机将参数设置窗口打印出来。
(5)爬斗动画设置:设置生产界面的爬斗上升下降的动画,根据实际爬斗上升和下降所需实际时间设置。
(6)主机设置:单位为秒。搅拌时间,出料时间,关门时间分别为主机的搅拌,出料,关门计时;本车主机容量:单位为方,设置打一盘料主机搅拌的方数。
(7)保存检测小数位:在保存数据前打勾,则生产时会记录生产数据,去掉勾只生产,不记录数据。
(8)车辆管理:点击“增加”按钮,在司机车牌处填上车牌号码,在本车容量处填上车容量,点击保存。删除:选择需要删除的车牌,点击删除按钮删除
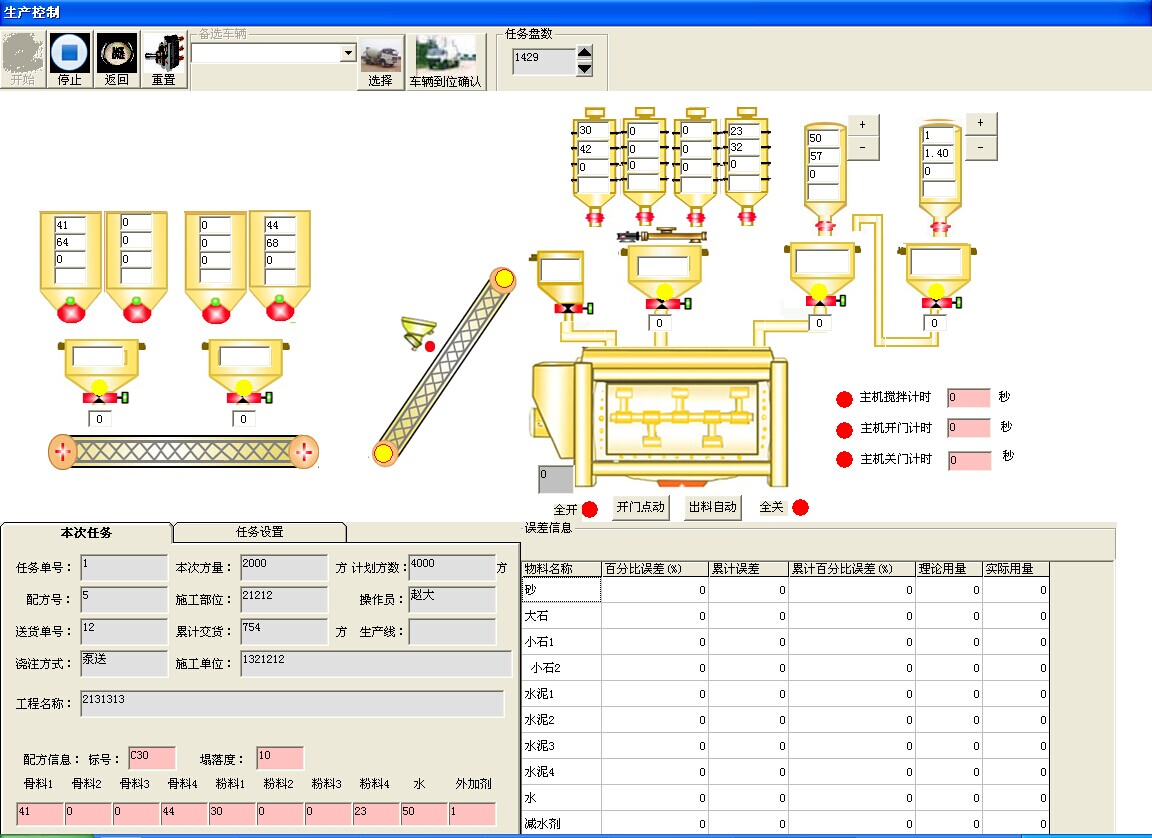
生产
生产界面如下:
(1)本次任务:左下角有一个“本次任务”,显示的是该次生产的参数。点击“开始”生产时系统就按本次任务的参数来进行生产。
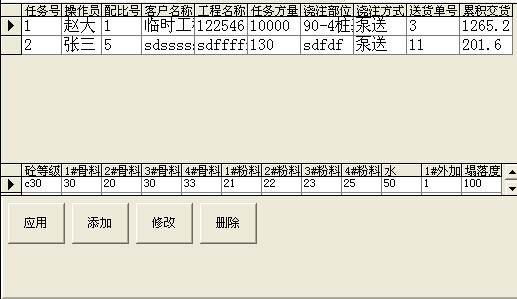
(2)任务设置:任务设置块显示的是全部任务列表
可以在上面选择本次需要生产的任务,点击“应用”,系统将应用的生产任务参数传输到“本次任务”中。
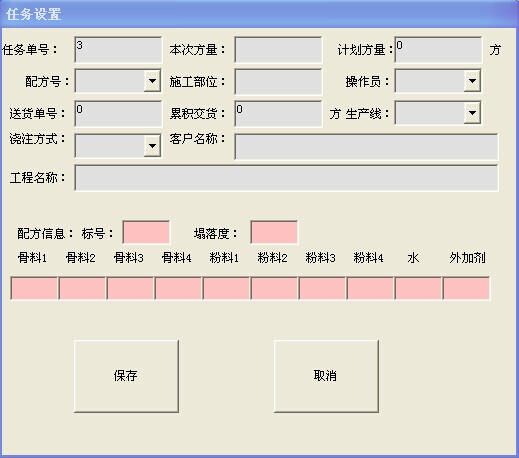
(3)添加,修改:点击添加修改按钮时,系统跳出一个窗口
可以在上面进行添加修改操作。(备注:任务单号为系统设定,无法修改。在配方管理模块中修改后的配方必须要在任务设置中重选配方号才能出现修改后的配方)
(4)删除:在任务单列表中选择需要删除的数据行,点击“删除”按钮后该任务删除。
(5)在每个罐图中,第一个框显示配合比,第二个框显示目标值,第三个框显示实际值,第四个框显示误差值。
每次生产开始时,需要将爬斗下降到低位。系统控制的上升和下降以及停.jpg) 回到主界面,点击
回到主界面,点击 重置爬斗的上升和下降时间计算,此按钮一般不使用,在提示爬斗高低位行程开关出问题时才使用。
重置爬斗的上升和下降时间计算,此按钮一般不使用,在提示爬斗高低位行程开关出问题时才使用。
选择打印全部页面;选择在框中输入起始可结束的两个页面数字,打印由起始到结束的部分页面;打印资料的份数,如输入2则会把打印的数据资料打两份。点击“打印”按钮开始打印数据。点“取消”什么都不做。
.jpg)
.jpg)
在此上面的所有数据均可以直接在上面修改。打印出来的数据是修改后的数据。但是修改的数据不保存。
打印之前选择“交货单页面设置”
第一个选项即为A4纸的打印格式。点击“打印”按钮,即可打打印出所选
 查询发货单表格后面有一个打印次数统
查询发货单表格后面有一个打印次数统
回到主界面,点击每一个原料仓和卸料斗可以点动,在对应的图片上用鼠标点住,执行开门动作,放开执行关门动作。
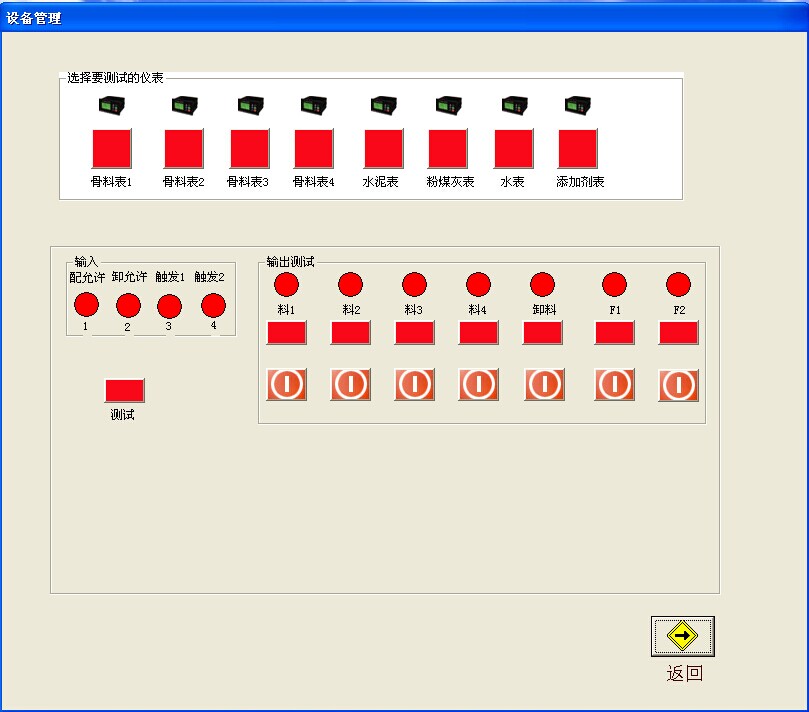
设备管理
设备管理和生产两个模块不能同时打开,否则错误。设备管理界面如下:
该模块主要用来测试各个输入输出点是否正常。
测似步骤:
1.选择需要测试的仪表
2.在“输入”框下面点击“测试”按钮,四个点中哪一个变黄代表该点有输入。
3.输出测试中点 连接,点
连接,点 断开。点连接时如果对应的点变黄则代表该点接通,输出正常。如果点了几次都没有变黄代表该掉输出有问题,需要检查该点线路即设备。
断开。点连接时如果对应的点变黄则代表该点接通,输出正常。如果点了几次都没有变黄代表该掉输出有问题,需要检查该点线路即设备。
注意:在测试输入输出时,由于点动功能不稳定,点击连接时如果没变化需再次点击,如果重复3-4次没变化才确定该点有问题。
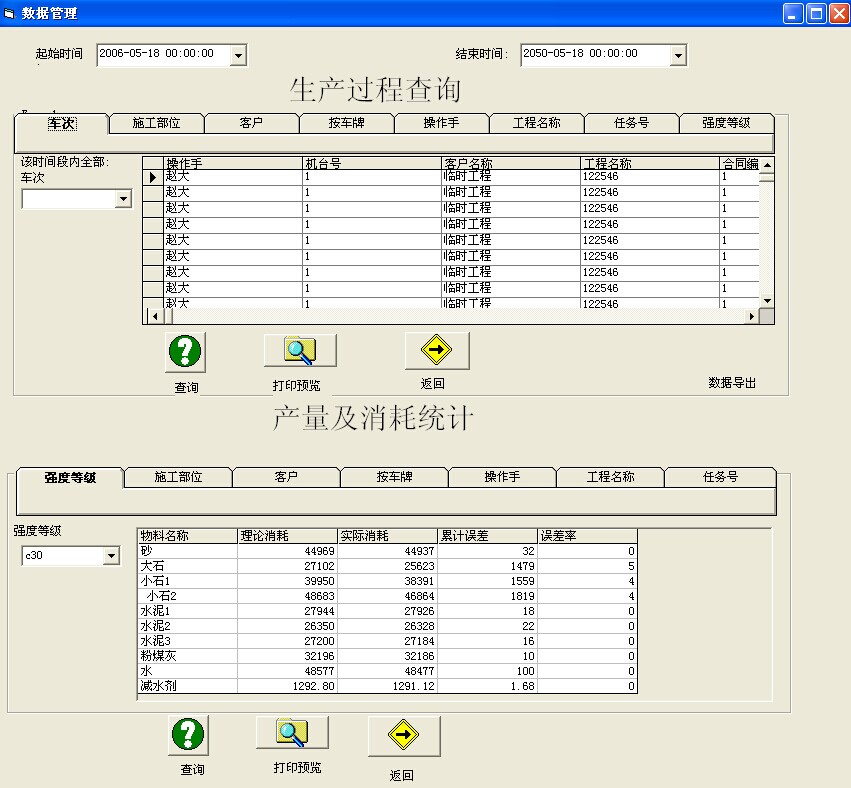
数据管理
数据管理界面如下:
数据的查询按时间作为查询条件,如上图,有“起始时间”和“结束时间”查询出来的数据就是起始和结束之间的时间段数据。
(1)数据查询及修改:填入要查询资料的起始和结束时间后,可以按各个条件来查询数据,例如“车次”“施工部位”等,选择需要查询的条件,然后在 中选择条件,点击“查询”按钮,表框就显示要查询的数据,查看数据,如果觉得哪一项数据不正确,例如觉得实际值不准,误差值过大等,可以直接在上面修改数据。
中选择条件,点击“查询”按钮,表框就显示要查询的数据,查看数据,如果觉得哪一项数据不正确,例如觉得实际值不准,误差值过大等,可以直接在上面修改数据。
(1)数据查询及修改:填入要查询资料的起始和结束时间后,可以按各个条件来查询数据,例如“车次”“施工部位”等,选择需要查询的条件,然后在
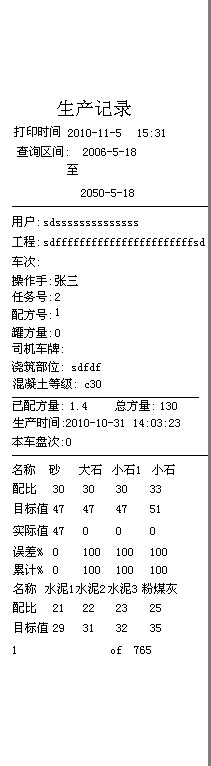
中选择条件,点击“查询”按钮,表框就显示要查询的数据,查看数据,如果觉得哪一项数据不正确,例如觉得实际值不准,误差值过大等,可以直接在上面修改数据。(2)打印:点击打印按钮,跳出一下界面:
左下角的工具栏中, 跳到下一页;
跳到下一页; 跳回上一页;
跳回上一页; 跳到页首;
跳到页首; 跳到页尾;
跳到页尾; 打印数据报表,当点击该按钮时回跳出
打印数据报表,当点击该按钮时回跳出
左下角的工具栏中,
选择打印全部页面;选择在框中输入起始可结束的两个页面数字,打印由起始到结束的部分页面;打印资料的份数,如输入2则会把打印的数据资料打两份。点击“打印”按钮开始打印数据。点“取消”什么都不做。
物料管理
物料管理界面如下:
主要注意物料名称,此处的物料名称作为生产数据报表存储的对应各个秤的名称。其它数据作为一个数据管理所用。
编辑参数:在编辑参数前面打上勾,然后在选择项目框中选择需要修改的数据,选择后下面一行显示对应的数据,可以直接在框内修改,然后点保存。
刷新数据:修改完数据后,点击刷新数据后显示修改过后的数据。
打印:点击“打印”按钮,打印机打印当前窗口页面。
进货:(此功能可用可不用)方便用于计算用料。点击“编辑参数”选择“本次进货量(吨)”然后在.jpg)
处填上对应的本次进货数量,点击“进货”按钮就可以将本次加的料增加到“本次进货量”上面。
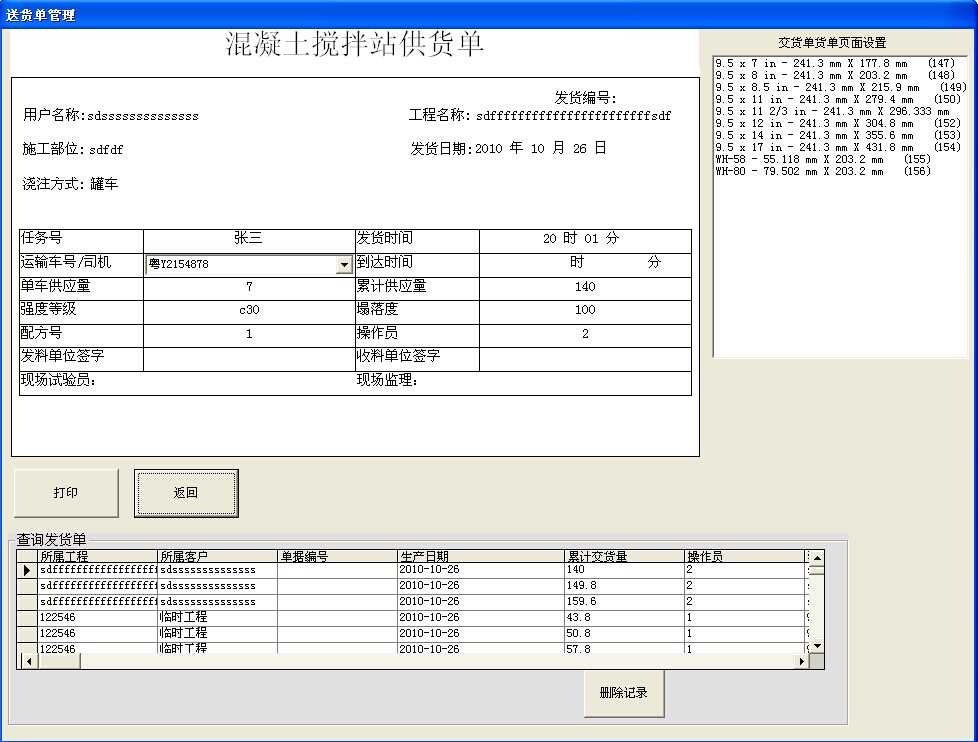
送货单
送货单界面如下:
交货单数据存储在:

按生产日期和出站时间的升序来排列,点击表框的左边 选择,选择一条
选择,选择一条
按生产日期和出站时间的升序来排列,点击表框的左边
记录时,顶部的“混凝土产品交货单”会相应的显示该条记录的信息:
在此上面的所有数据均可以直接在上面修改。打印出来的数据是修改后的数据。但是修改的数据不保存。
打印之前选择“交货单页面设置”
第一个选项即为A4纸的打印格式。点击“打印”按钮,即可打打印出所选
择的交货单。打印过后不需要的数据可以选中该条记录然后点击“删除记录”按
钮删除数据。
查询发货单表格后面有一个打印次数统计,可以查询这条数据被打印次数。
交接班
交接班和登录模块一样,用于操作员之间交接班时重新登录
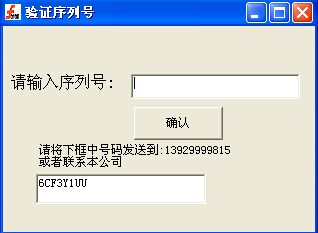
注册
点击“注册”菜单,跳出一下界面:
将下面框中的激活码发送到该手机号码,我公司即可用激活码生成序列号并返回序列号,将返回的序列号输入上面的框中即可
帮助
点击“帮助”菜单,跳出帮助说明文档
退出系统
点击“退出系统”菜单,退出系统
佛山市南海区福润机械自动化有限公司
地址:佛山市南海区桂城夏西工业区大道3号 邮编:528200
电话:13318216959 0757-88555637 传真:0757-88555627
http:www.jianjiwang.com E-mail:foron_fs@163.com
.jpg)