







概述
FR2000广东搅拌站系统软件,世界先进水平,搅拌站系统软件价格优惠中!
四表控制系统说明书
.jpg)
打开系统界面如下:
.jpg)
.jpg)
点击![]() 出现下拉框,从下拉框中选择用户名称,在密码框中输入该用户名的密码,点击“确定”按钮,密码正确则系统提示“登陆成功”,密码错误系统提示相应的错误信息。
出现下拉框,从下拉框中选择用户名称,在密码框中输入该用户名的密码,点击“确定”按钮,密码正确则系统提示“登陆成功”,密码错误系统提示相应的错误信息。
(2)用户授权:每个用户在被建立的时候都是没有任何权限的,要取得进入模块的权限,必须经过管理员给用户赋权限。在用户名出输入“GLY”密码“999999”点击“设置权限”进入权限设置界面:
.jpg)
点击![]() 出现下拉框,选择需要授权的用户,系统显示该用户名的信息和权限:
出现下拉框,选择需要授权的用户,系统显示该用户名的信息和权限:
.jpg)
管理员可以修改该用户的登陆密码,还有给进入模块授权,在各个模块前面打勾则授权该用户进入模块。禁止用户进入某模块则把前面的勾勾去掉。修改后点击“保存权限”按钮。点“返回”返回主界面,点“取消”则不做任何操作。如想添加新用户请看系统管理
系统管理界面如下:
.jpg)
以操作员为例,说明系统管理的添加,修改,取消,删除,保存,导出的用法。
(1)添加:点击“添加”按钮,出现一个新行:
.jpg)
在空白处填入对应的信息,必须填完整,然后点击“保存”按钮,如果没有填完整保存时会提示“请输入完整信息”
(2)修改:选择需要修改的操作手,点击“修改”按钮,出现以下界面:
.jpg)
鼠标点击所要修改的框,直接输入数据覆盖原来的数据,然后点击“保存”按钮。
(3)删除:选择要删除的操作手,点击“删除”按钮
(4)导出:点击“导出”按钮时,系统会将当前显示的数据写到Excel表格中。
(5)点“取消”什么都不做,点“返回”本窗体消失,返回到主界面。
(6)![]() 该出如果在“全部”前面打勾则系统将显示全部操作员的信息,如果只查询一个人的信息需将“全部”前面的勾去掉,然后点击
该出如果在“全部”前面打勾则系统将显示全部操作员的信息,如果只查询一个人的信息需将“全部”前面的勾去掉,然后点击![]() 选择。
选择。
其它的司机管理,车辆管理,客户管理等同样的操作,值得注意的是在司机管理中,在添加和修改时,“车牌号码”这一项是选择的,而不是填入的。它是根据车辆管理里面得来的车,车辆管理里面有的车才能显示和选择。
合同管理界面如下:
.jpg)
生产是根据合同生产的,要开始生产,必须先建立合同,然后生产任务按合同设置并进行生产,该模块的添加,取消,删除,修改,保存和导出功能和系统管理一样,详情参考系统管理的操作手例子。
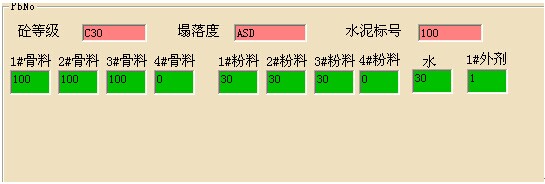
配方管理界面如下:
.jpg)
这个模块是用来对配方进行管理,生产所需要的配方均存放在这里,模块的添加,修改,取消,删除,保存,导出功能和系统管理一样,详细操作请参考系统管理的操作手操作例子。
任务管理界面如下:
.jpg)
进行生产的任务在此模块设置,点击左边的任务队列来选择任务,右边的详细信息就会显示选择的任务的信息。
(1)新建任务:点击新建任务,出现以下界面:

新建任务时,需要进行以下操作:1.选择操作员,本次任务由谁操作则选择该操作员;2.选择配比号,配方存在配方管理处,可以在配方管理处查看具体信息,选择本次生产所需的配比号,选择一个配比号时,
处会显示相应的数据;3.选择机台号,如果是多机生产则需要选择机台号,如果是单机生产只选择“1”;4.选择客户名称,选择本次需生产的客户;5.选择了客户名称后根据客户选择本次生产的合同编号;6.选择浇注部位;7.选择浇注方式;8.在“本次方量”框中输入本次需要生产的方数;9.工作状态选择为“暂停”时在生产时不执行该任务,选择为“生产”执行该任务。进行完以上步骤后点击“保存任务”按钮。
(2)修改任务:此功能主要用于一个任务不是一次完成,下次还需要生产所设。选择需要修改的任务,点击“修改任务”按钮,界面如下:

在需要修改信息的地方点![]() 选择修改。
选择修改。
注意:每次修改必须重新选择“合同编号”也要注意“本次方量”的数值是否是本次生产所需要的方量数。
(3)删除任务:选择需要任务的任务,点击“删除任务”按钮。
生产参数的界面如下:

(1)延时设置:单位为秒,此设置对骨料秤来说设置卸料延时,即骨料在卸完料后等待所设的秒数后才进行下一次配料;对于粉料秤,粉煤灰秤,水秤,外加剂秤,这个设置为各个秤都满足卸料条件,等待所设定的秒数后才开始卸料
(2)含水率设置:该设置项主要是针对骨料含水时调节避免加水过多而设置的选项,设置范围为1~100,单位为%,当设置某中料的含水率时,配方会根据所设置的数据而调整骨料和水的目标值。例如:骨料1配合比为100,水的配合比为30,设置骨料1的含水率为20的时候,计算骨料1的目标值为100/(1-20%)=125,水的目标值为30+125*20%=55。
(3)爬斗设置:单位为秒。
爬斗启动延时:在这个选项里设了多少秒,则骨料泻完料后不会马上提升,等待设置的秒数后才上升,如在爬斗延时处设置5,骨料泻完料后爬斗等待5秒后才上升。这个设置是为了尽量避免出现爬斗一次提升停止的情况。例如每一盘爬斗一次上升时都停止3秒,就把爬斗延时设为4或者5。那样爬斗在底部等待4,5秒后再上升已经满足二次上升条件,爬斗就不会一次上升停止而停在半空,减少电机损耗;
爬斗一次上升时间:爬斗一次上升的条件为骨料卸料完成,卸料完成后无条件提升,然后设定的一次上升时间里判断是否满足二次上升条件,不满足则执行上升停止动作,满足则爬斗执行二次上升到高位。
爬斗倒料:为爬斗在高位停留时间。
爬斗下降全过程时间:爬斗从高位下来计时,在这个设定时间内没到达低位则自动执行下降停止动作,这个时间设置主要是用来防止低位行程开关失灵保护爬斗所设,所以此时间要比爬斗实际下降全过程时间长一点。
爬斗上升全过程时间:爬斗从低位上去计时,在这个设定时间内没到达高位则自动执行上升停止动作,这个时间设置主要是用来防止高位行程开关失灵保护爬斗所设,所以此时间要比爬斗实际上升全过程时间长一点。
(4)打印参数:点击“打印”按钮,打印机将参数设置窗口打印出来。
(5)爬斗动画设置:设置生产界面的爬斗上升下降的动画,根据实际爬斗上升和下降所需实际时间设置。
(6)主机设置:单位为秒。搅拌时间,出料时间,关门时间分别为主机的搅拌,出料,关门计时;本车主机容量:单位为方,设置打一盘料主机搅拌的方数。
(7)保存 检测 小数位:在保存数据前打勾,则生产时会记录生产数据,去掉勾只生产,不记录数据。
在任务管理处设好任务后,点击“生产”进入生产控制界面:
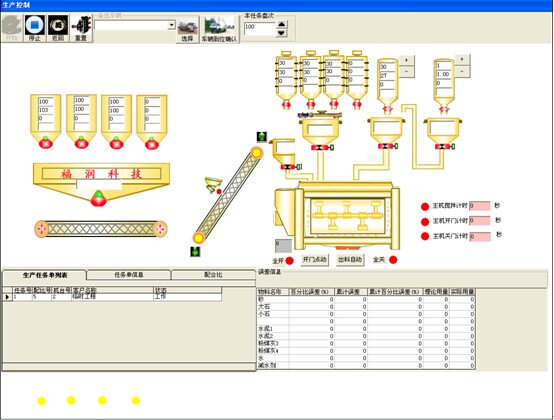
生产界面中,其中左下角显示的是需要生产的任务单列表,每个任务的详细信息,所有有的配方信息;右下角显示的是按车来计算每种料的误差,如果不是罐车的浇注方式则按任务显示;
在每个罐图中,第一个框显示配合比,第二个框显示目标值,第三个框显示实际值,第四个框显示误差值。
每次生产开始时,需要将爬斗下降到低位。系统控制的上升和下降以及停止都必须是骨料表开始配过料才能生效。点击![]() 爬斗上升,点击
爬斗上升,点击![]() 爬斗下降,在上升和下降过程中,点击
爬斗下降,在上升和下降过程中,点击![]() 爬斗停止动作。
爬斗停止动作。
如果浇注方式是罐车则每车开始都要选择罐车,其中备选车辆显示全公司现有车辆,属于当前需要使用的车辆就选择上点击“选择”按钮,罐车到位时则点击“车辆到位确认”如果没选择接料的车或者没点击“车辆到位”则在主机卸料时不开门。但是系统搅拌计时。
本任务盘次设置是设置这一任务的打料盘数,在任务管理设置好的时候盘数自动显示。但是在“本任务盘次”可以动态设置盘数。
点击![]() 系统开始运行,点击
系统开始运行,点击![]() 系统停止运行,点击
系统停止运行,点击 系统返回到主界面,点击
系统返回到主界面,点击 重置爬斗的上升和下降时间计算,此按钮一般不使用,在提示爬斗高低位行程开关出问题时才使用。
重置爬斗的上升和下降时间计算,此按钮一般不使用,在提示爬斗高低位行程开关出问题时才使用。
每一个原料仓和卸料斗可以点动,在对应的图片上用鼠标点住,执行开门动作,放开执行关门动作。
设备管理和生产两个模块不能同时打开,否则错误。设备管理界面如下:
(1)仪表参数:
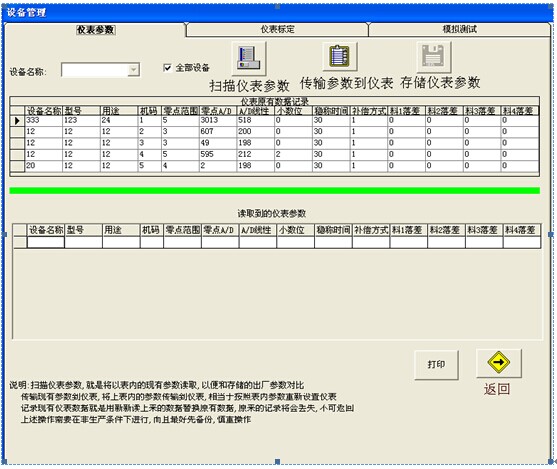
![]() 在“全部设备”前面打勾则显示所有的仪表,去掉勾可以在设备名称中选择一个仪表设备查询。
在“全部设备”前面打勾则显示所有的仪表,去掉勾可以在设备名称中选择一个仪表设备查询。
点击“扫描仪表参数”系统将扫描仪表的参数写在“读到的仪表参数”下面的表格中;
点击“存储仪表参数”系统将“读到仪表参数”下面表格的数据写到“仪表原有数据记录”
点击“传输参数到仪表”系统将“仪表原有数据记录”表格中的数据传输到仪表中。
点击“打印”打印机打印当前窗口。
(2)仪表标定:
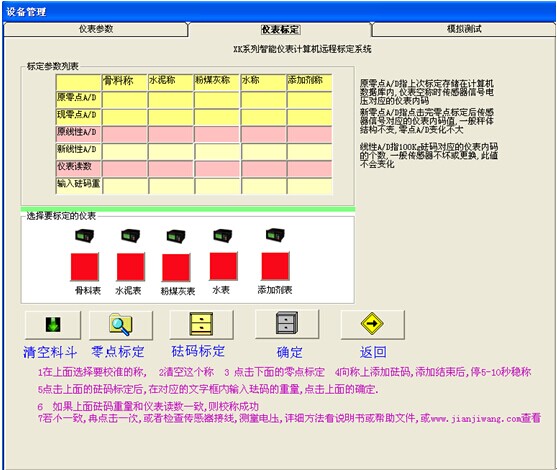
实现在计算机上对仪表进行标定。步骤:
1.选择要标定的仪表,用鼠标在上面单击
2.点击“清空料斗”按钮将秤上的料全部清空
3.确定秤已经被清空后,点击“零点标定”
4.往秤上加参照物,等待5-10秒钟
5,点击“砝码标定”然后在“输入砝码重”的框中填入参考物的重量
6.点击“确定”标定结束。
注意:在标定过程中如果未结束不要选择别的表,否则标定失败;在点击“砝码标定”并且输入砝码重时,输入的是参考物的实际重量。
(3)模拟测试:主要用来测试各个输入输出点是否正常。界面如下:
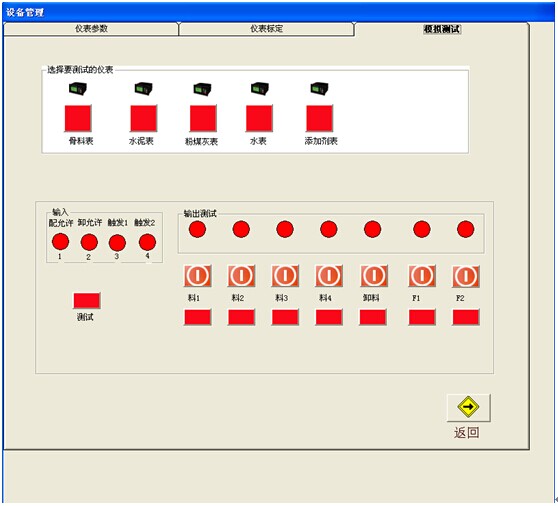
测似步骤:
1.选择需要测试的仪表
2.在“输入”框下面点击“测试”按钮,四个点中哪一个变黄代表该点有输入。
3.输出测试中点![]() 连接,点
连接,点![]() 断开。点连接时如果对应的点变黄则代表该点接通,输出正常。如果点了几次都没有变黄代表该掉输出有问题,需要检查该点线路即设备。
断开。点连接时如果对应的点变黄则代表该点接通,输出正常。如果点了几次都没有变黄代表该掉输出有问题,需要检查该点线路即设备。
注意:在测试输入输出时,由于点动功能不稳定,点击连接时如果没变化需再次点击,如果重复3-4次没变化才确定该点有问题。
数据管理界面如下:
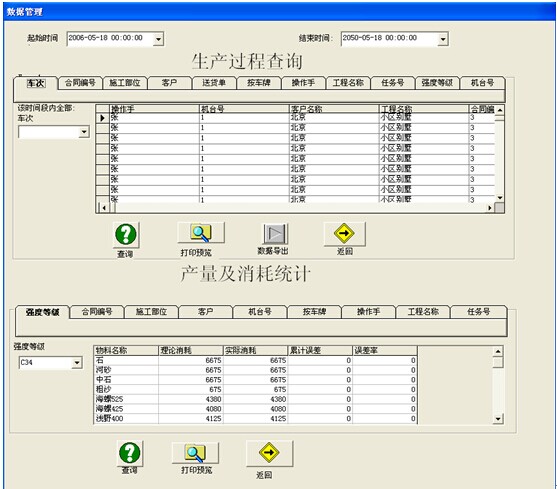
数据的查询按时间作为查询条件,如上图,有“起始时间”和“结束时间”查询出来的数据就是起始和结束之间的时间段数据。
(1)数据查询及修改:填入要查询资料的起始和结束时间后,可以按各个条件来查询数据,例如“车次”“合同编号”等,选择需要查询的条件,然后在 中选择条件,点击“查询”按钮,表框就显示要查询的数据,查看数据,如果觉得哪一项数据不正确,例如觉得实际值不准,误差值过大等,可以直接在上面修改数据。
中选择条件,点击“查询”按钮,表框就显示要查询的数据,查看数据,如果觉得哪一项数据不正确,例如觉得实际值不准,误差值过大等,可以直接在上面修改数据。
(2)打印:点击打印按钮,跳出一下界面:
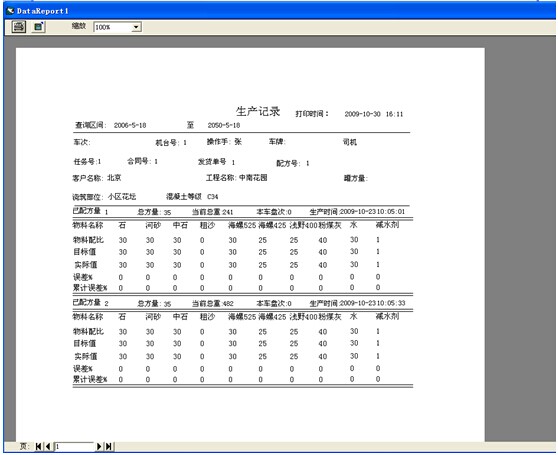
左下角的工具栏中,![]() 跳到下一页;
跳到下一页;![]() 跳回上一页;
跳回上一页;![]() 跳到页首;
跳到页首;![]() 跳到页尾;
跳到页尾;![]() 打印数据报表,当点击该按钮时回跳出
打印数据报表,当点击该按钮时回跳出
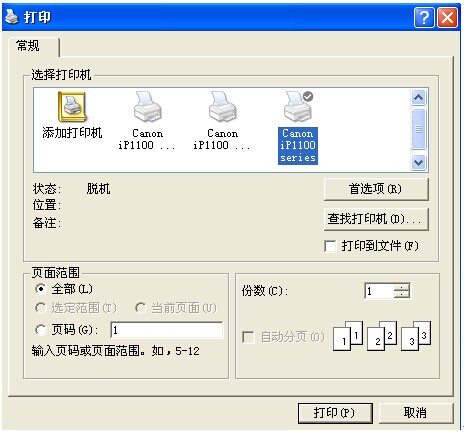
选择![]() 打印全部页面;选择
打印全部页面;选择 在框中输入起始可结束的两个页面数字,打印由起始到结束的部分页面;
在框中输入起始可结束的两个页面数字,打印由起始到结束的部分页面;![]() 打印资料的份数,如输入2则会把打印的数据资料打两份。点击“打印”按钮开始打印数据。点“取消”什么都不做。
打印资料的份数,如输入2则会把打印的数据资料打两份。点击“打印”按钮开始打印数据。点“取消”什么都不做。
(3)数据导出:点击“数据导出”按钮时,系统将查询出来的数据导出到Excel表格中。
物料管理界面如下:
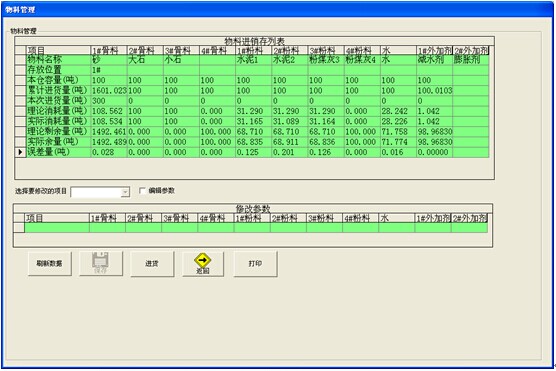
主要注意物料名称,此处的物料名称作为生产数据报表存储的对应各个秤的名称。其它数据作为一个数据管理所用。
编辑参数:在编辑参数前面打上勾,然后在选择项目框中选择需要修改的数据,选择后下面一行显示对应的数据,可以直接在框内修改,然后点保存。
刷新数据:修改完数据后,点击刷新数据后显示修改过后的数据。
打印:点击“打印”按钮,打印机打印当前窗口页面。
进货:(此功能可用可不用)方便用于计算用料。点击“编辑参数”选择“本次进货量(吨)”然后在![]()
处填上对应的本次进货数量,点击“进货”按钮就可以将本次加的料增加到“本次进货量”上面。
送货单界面如下:
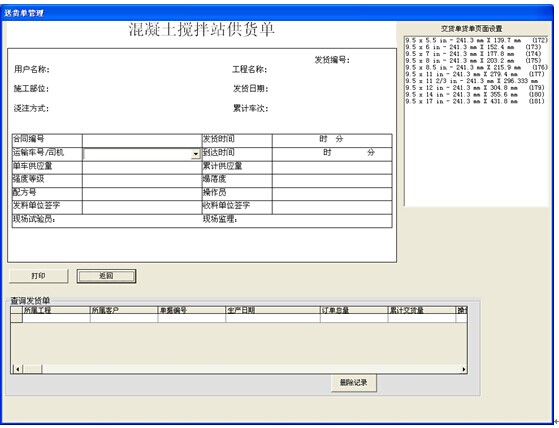
交货单数据存储在:

按生产日期和出站时间的升序来排列,点击表框的左边![]() 选择,选择一条
选择,选择一条
记录时,顶部的“混凝土产品交货单”会相应的显示该条记录的信息:
在此上面的所有数据均可以直接在上面修改。打印出来的数据是修改后的数据。但是修改的数据不保存。
打印之前选择“交货单页面设置” 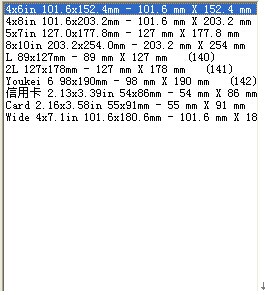
第一个选项即为A4纸的打印格式。点击“打印”按钮,即可打打印出所选
择的交货单。打印过后不需要的数据可以选中该条记录然后点击“删除记录”按
钮删除数据。
 查询发货单表格后面有一个打印次数统
查询发货单表格后面有一个打印次数统
计,可以查询这条数据被打印次数。
控制柜外形:
